スポット 溶接 と は
塩 コショウ 固まっ たスポット溶接とは?基本知識から、メリット・デメリットまで . スポット溶接(または抵抗スポット溶接)とは金属が持つ電力抵抗を利用して金属同士をつなぎ合わせる方法です。下の動画にあるように、溶接したい母材を「チップ」と呼ばれる合金製の電極で挟み込み加圧しながら電気を流し、発生した抵抗熱を利用して金属同士を接合します。 日本におけるスポット溶接の歴史は長く … 詳細. スポット 溶接 と はスポット溶接とは?基本原理や施工例、アーク溶接との違いに . スポット 溶接 と はスポット溶接とは スポット溶接は、金属加工業界で広く利用されている溶接技術の一つです。 金属の薄い部分を接合する際に特に有効であり、自動車産業や家電製品の製 …. スポット溶接とは? 特徴やメリット・デメリットを …. スポット溶接とは. 溶接は、融接・圧接・ろう接の3種類あり、スポット溶接は圧接の一種です。 溶接の種類と方法. スポット溶接は、接合する金属の上下から電極で圧力をかけて電流を流し …. スポット 溶接 と はスポット溶接とは?メリット・デメリット・他の溶接方法との . スポット溶接とは? スポット溶接とは、様々 な 溶接方法の 中の 1つ の溶接方法 です。 溶接は大きく分けて 下記の 3 つの方法があります。 融接…加熱さ …. コラム⑤ スポット溶接の基礎知識 - 株式会社ヤシマ. スポット溶接は、圧接法に属する電気抵抗溶接の一種です。 その溶接原理は、重ね合わせた金属板を電極で挟み、これに大電流を流すことによる電気抵抗によって発生す …. スポット溶接とは!?他の溶接との違いもまとめて解説 . スポット溶接とは、溶接する金属母材の上下から電極を当てて大電流を流して加熱し、冷却、母材を再凝固して2つの母材を溶接する圧接法です。 スポッ …. スポット溶接とは?どんな材質に適してる?メリット . スポット溶接は、電流を流す電極の「点」で溶接を行うことからその名で呼ばれています。 スポット溶接のメリット. スポット溶接には、つぎのようなメリットがあります …. スポット溶接機とは?特徴から選び方までわかりや …. 溶接面が 「点」で接合 されるために「スポット(spot=小さい点)溶接」と呼ばれます。 正確には「電気抵抗スポット溶接」と呼ぶべき方法で、下図のように電源に接続された電極の間に2枚の金属板を重ね合わせます。 そして 圧力を加えながら通電 す …. 胃腸 を 整える 飲み物
amazon 一時 的 に 在庫 切れ どれくらいスポット溶接ってどんな溶接?. スポット 溶接 と はスポット溶接(Spot Welding)は、金属を接合するための溶接手法の一種です。 この方法では、金属板の表面に電極を押し当て、電流を流して金属を加熱し、その後急冷することで接合を行います。 主に薄板金属の接合に適しており、3枚以上の板金を2,3秒で溶接することも …. スポット溶接とは?アーク溶接との違いとは? | 筐体設計 . スポット溶接は圧接の一種で、母材に圧力をかけることで母材同士の溶接を行う方法です。 一方アーク溶接は、溶加材を電極として用いて、溶加材や母材を溶かして溶接を …. スポット 溶接 と はスポット溶接 - Wikipedia. スポット溶接 (スポットようせつ、 英: spot welding )は、 金属 の 接合法 である 溶接 の一種である。 点 で接合されることからこの呼称を持つ。 分類. 
履歴 書 に 書ける 面白い 資格溶接面が小さく仕上がりが美しい. 音が静か. 粉塵が出 …. スポット 溶接 と はスポット溶接(工場視点からの解説)|有限会社こだま製作所. スポット 溶接 と は妊娠 後期 体重 増え なくなっ た
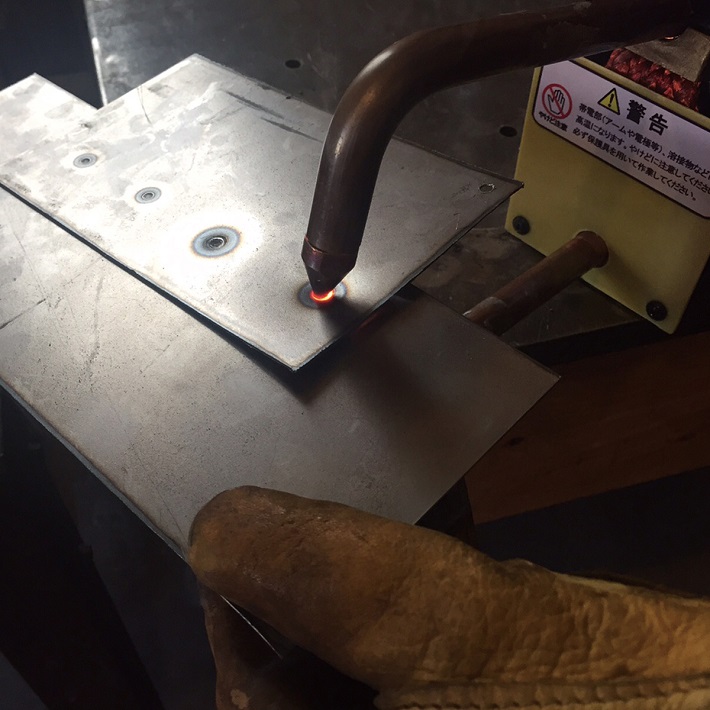
幻 の 瀧 純 米 吟醸スポット溶接とは. 一般的にスポット溶接は、 抵抗スポット溶接 、 アークスポット溶接 、 レーザースポット溶接 と、大きく3つに分けられます。 その中でも抵抗スポット …. スポット溶接で出来ること|有限会社こだま製作所. スポット溶接とは. 一般的にスポット溶接は、 抵抗スポット溶接 、 アークスポット溶接 、 レーザースポット溶接 と、大きく3つに分けられます。 その中でも、抵抗スポッ …. スポット溶接とは何?わかりやすく解説 Weblio辞書. スポット溶接( 点溶接 )は、 電気抵抗 溶接 の 一種 であり、 二枚 の 金属 板を 重ね合わせ 、これを 丸棒 状の 銅合金 電極 で 加圧し ながら 通電 する。 通電され た 金属 …. 抵抗スポット溶接とは? 金属を溶接する仕組みと金属の向き . 圧接方法の一種である抵抗スポット溶接は、溶接したい2つの金属の上下から電極を当て、適度な圧力を加えながら加熱もすることで徐々に金属を溶かし …. スポット 溶接 と は一般財団法人日本スポット溶接協会. 抵抗スポット溶接機の一般的な構造は、大きく分けて、加圧力を加える部分、電流を流す部分、加圧力・電流・時間を制御する部分および本体フレームから構成されている …. 【生産技術のツボ】スポット溶接の欠陥・不具合の定番は . スポット 溶接 と は「スポット溶接」は、抵抗溶接のなかで最も広く使用されている溶接で、”圧接”の中の”重ね溶接”に属します。 溶接は、[加圧 ⇒ 通電 ⇒ 保持]のステップで …. スタッド溶接とは|スポット溶接との違い、注意点も含め解説 . スタッド溶接とは?その特徴 スタッド溶接は、ボルトやナットなどのスタッドと呼ばれる部品を金属板に溶接する技術です。この溶接方法では、スタッド材と母材 …. 小型スポット溶接機「W04」を使うと一瞬で電池にタブを付け . みやさとけいすけ(twitter). スポット 溶接 と は小型スポット溶接機「W04」を使うと一瞬で電池にタブを付けられます© アスキー 提供. ※注意:こちらは資格等不要 . サイクリングルート・スポット共有サービス 「サイクル . スポット 溶接 と はサイクリングルート・スポット共有サービス「サイクルビレッジWiki」正式オープン. 株式会社ジェイ・スポーツ (本社 東京都江東区、代表取締役 . 昭和の「ドライブイン」なぜ人気復活!? 黄金期を知らぬ「若い . 昭和の面影を残す懐かしいスポットが再び支持される理由について、改めて検証してみました。 いま、街道沿いの「ドライブイン」が再び密かな . 特大卒業証書で思い出フォト、おやじの会が手作りで 白井市の . スポット 溶接 と は白井市立大山口小学校(千葉県)で15日、卒業式があり、玄関前に特大「卒業証書」が登場、86人の卒業生たちの思い出作りフォトスポットになっ . 【3S HOTEL ATSUGI】3月15日リブランドオープンホテルの時 …. 株式会社DDグループのプレスリリース(2024年3月14日 13時30分)【3S HOTEL ATSUGI】3月15日リブランドオープンホテルの時間をもっと楽しく!新し …. スポット溶接とは?|有限会社こだま製作所. スポット 溶接 と はNO【003126】. スポット溶接とは、溶接したい2片の金属の上下を電極で挟み込み、接触部を加圧しながら大電流を流すことで. スポット 溶接 と は電気抵抗により材料が局部的に発熱し、溶融し接合される溶接工法で、抵抗溶接ではポピュラーな工法です。. こだま製作所では長年 . アークスポット溶接とは | 溶接の道. アークスポット溶接について スポット溶接はその名の通り母材の1点にアークを集中させて溶接しますので、薄板を重ね合わせた状態の溶接に適しています。 一口に溶接の仕事をしていると言っても、さまざまな種類の溶接職人さんがいます。 自分. スポット溶接の原理|溶接機 販売 Yokodai.JP. スポット溶接は、溶接したい2片の金属の上下から電極をあて、適度な圧力を加えながら、大電流を流し発生した熱で金属を溶かして接合します。 また、上下から電極を当てられないバッテリーへのタブ溶接などの場合は、左の等価回路で示したように、タブ板とバッテリー間のR3に …. スタッド溶接とは|スポット溶接との違い、注意点も含め解説 . スポット 溶接 と はスタッド溶接とは?その特徴 スタッド溶接は、ボルトやナットなどのスタッドと呼ばれる部品を金属板に溶接する技術です。この溶接方法では、スタッド材と母材の間に電流を流し、アーク放電によってスタッドと母材を即座に結合させるのが […]. スポット溶接 101: プロセス、用途、主な利点 | ラピッドダイレクト. スポット溶接とは. スポット 溶接 と はスポット溶接は、電流による圧力と熱の組み合わせを使用して XNUMX つの金属片を接合する電気溶接技術です。. この技術は、集中電流によってスポットからの抵抗が排除され、融着プロセスが促進されるため、板金のみに最適な選択です . スポット 溶接 と はナット溶接とは|ウェルドナット(溶接ナット)の種類もご . しかし、スポット溶接では、板金同士を直接溶接してしまうため、一度溶接してしまうと完全に固定されてしまうため、分解できなくなります。 一方、ナット溶接では、取り付け後もナットを介して間接的に板金が接続されているため、取り外しも簡単に行うこと …. コンデンサ式スポット溶接機 - 溶接用語. スポット 溶接 と はコンデンサ式スポット溶接機とは、溶接技術の分野において術語として用いられる溶接用語で、抵抗溶接の溶接機器に定義される用語の一つです。 コンデンサ式スポット溶接機は、溶接継手部に大電流を流すことによって発生する抵抗熱によって加熱し、圧力を加えて溶接を行う溶接機の総称 . 抵抗スポット溶接 | 圧接 | 溶接革命 | キーエンス. 溶接材を重ね合わせ、溶接用の電源に接続された通電用銅電極で溶接する部分を挟んで通電し、電気抵抗により発生した熱(ジュール熱)で溶融接合させる溶接法です。 FA(ファクトリオートメーション)では、抵抗スポット溶接の自動機が製造ラインの接合工程に広く用いられています。. 溶接の基礎知識 | ダイヘンロボットサイト. きぬ や 姫路 本店
ひまわり の 種 賞味 期限溶接とは 物と物を繋ぎ合わせること(接合)は、ものづくりの多くの場面で行われています。接合には大きく分類すると、3種類に分類されます。 1 機械的接合法 (ボルトナットによる締結、リベット留めなど) 2 冶金的接合法(溶接). 抵抗スポット溶接はどのような溶接法ですか? | 溶接機・切断 . スポット 溶接 と はQ7. スポット 溶接 と は抵抗スポット溶接はどのような溶接法ですか? 質問ページに戻る 抵抗スポット溶接は、水冷銅電極で重ねた板(母材) を挟み込み、加圧状態のまま数千~数万Aの大電流を短時間流します。すると抵抗発熱で母材がいったん溶融し、その後に凝固すると接合される …. スタッド溶接とは? 基本の原理と種類、特徴を解説 | 大同興業 . 溶接は、金属を加工する際に必要不可欠な技術です。溶接の種類は、大きく分けると融接・圧接・ろう接の3種類があり、ここからさらに細かく分類されています。 溶接方法の一種であるスタッド溶接は、金属の平面にネジを溶接する技術です。スタッド溶接は融接に分類されており、土木建築 . スポット 溶接 と は一般財団法人日本スポット溶接協会. 2023.9.27 抵抗溶接技術の実務教育研修~技術の伝承~ 実施. 2023.8.23 公益社団法人 全国工業高等学校長協会主催 夏季講習会(高等学校教員対象)『抵抗スポット溶接講習会』 実施. 申込については 公益社団法人 全国工業高等学校長協会HPより お願いいたし . スパッタとは、溶接したあとにまわりにくっつく粒のこと . その溶接のまわりの粒は、「スパッタ」という名前がついています。. また、溶接の肉には「スラグ」というパリッとした茶色のカスがつきます。. 溶接したての部分には、上記のスパッタやスラグやススが付いているため、溶接した後は、こういった皮スキ . スタッド溶接とは【専門家が解説】わかりやすくお伝えします . スポット 溶接 と はスタッド溶接とは、略してスタッドとも呼ばれるスタッドボルトやスタッドナットを金属板に溶接する方法です。 金属板にねじを取り付ける方法には様々な方法があり、めねじはバーリング、おねじはクリンチングファスナーなどが挙げられます。. ミグ溶接(MIG溶接)とは. ミグ溶接(MIG溶接)の特徴 溶接スピード ミグ溶接(MIG溶接)はスピードが早いのが特徴です。その為、溶接箇所が多い場合や短い期間で溶接をしたい場合、 効率よく溶接す ることが出来ます。 溶接場所 シールドガスによって大気と遮断された状態で溶接作業が行われます。. スタッド溶接とは?. スポット溶接とは スポット溶接(Spot Welding)は、金属を接合するための溶接手法の一種です。 この方法では、金属板の表面に電極を押し当て、電流を流して金属を加熱し、その後急冷することで接合を行います。. 溶接記号の図面表記一覧|すみ肉・スポット・突き合わせ溶接 . フレア溶接の記号 フレア溶接とは、部材同士を重ね合わせて溶接する方法で、開先の形状が朝顔のように円弧状になるもの。 基本記号は、この開先の形状を表しています。 スポット溶接の記号 スポット溶接の基本記号は、基線に円を書き. 溶接の一種【ろう接】とは?. スポット溶接とは スポット溶接(Spot Welding)は、金属を接合するための溶接手法の一種です。 この方法では、金属板の表面に電極を押し当て、電流を流して金属を加熱し、その後急冷することで接合を行います。. スポット溶接|板金技術情報|有限会社こだま製作所. 板金技術情報 >>. スポット溶接. スポット 溶接 と はスポット溶接とは、抵抗溶接の一種で、溶接したい2片の金属の上下を電極で挟み込み、接触部を加圧しながら大電流を流すことで電気抵抗により材料が局部的に発熱し、溶融して接合されるポピュラーな溶接工法です . アークスポット溶接とは何? わかりやすく解説 Weblio辞書. アークスポット溶接. 英語 arc spot welding. アーク溶接 法のひとつで、 重ね継ぎ手 部の板の 片側 から アーク の熱を 利用して 加熱し 、点状に 溶着 させる 溶接 法である。. 自動車 ボディ のほとんどの 溶接 は 鋼板 継ぎ手 部分 を 両方 向から 電極 で 加圧 . スポット溶接について | 技術レポート | ネオスファクトリー . スポット 溶接 と はスポット溶接の担当者であれば経験的に、圧力が低い場合は中チリ(2枚の板の溶着部分が溶けて外部に火花のように飛び出す事)が発生しやすい事をご存知と思います。この状態は、圧力が低いために接触面積が減少した結果、電流 . スタッド溶接加工|スポット溶接・精密溶接技術情報|有限 . スタッド溶接とは スタッド溶接には、先に述べたベースアンカー工法を始め、母材が薄板でスタッドボルトがM3~M10 までの溶接の場合、交流電源をコンデンサーで充電を行い、通電時間0.003以下の短時間で行うCD方式と、母材が厚板でスタッドボルトがM6~M25 の溶接の場合に、直流電源を使用する . スポット 溶接 と は仮付け溶接(タック溶接)とは?点付け溶接(タップ溶接)と . 仮付け溶接とは. 「仮付け溶接」は、本溶接前に仮止めするための溶接で「タック溶接」とも呼ばれています。. 仮付け溶接を行うことで、母材の変形などを防ぐことができます。. 金属に熱を加えると金属は収縮し、形が変わり、ひずみが起こって …. スポット溶接とは何?わかりやすく解説 Weblio辞書. スポット溶接( 点溶接 )は、 電気抵抗 溶接 の 一種 であり、 二枚 の 金属 板を 重ね合わせ 、これを 丸棒 状の 銅合金 電極 で 加圧し ながら 通電 する。. 通電され た 金属材料 は、 抵抗 熱により 局所的に 溶融 状 態と なり、 電極 からの 圧力 が . スポット 溶接 と はレーザ溶接とは | 溶接の方法 | キーホールと熱伝導 - アマダ . レーザ溶接とは:定義. 人工的に作り出された光であるレーザを凡そΦ1.0mm以下のサイズまで集光し、対象物(主に金属)を溶融させて接合. する方法をレーザ溶接といい、次のような特長があります。. スポット 溶接 と は①超精密な溶接ができる。. ②非接触で溶接できるため . 
家 を 追い出さ れ た 時スタッド溶接とはスタッド溶接とは、ボルトやナットなど、スタッドと呼ばれるネジを金属板に溶接する方法のことを言います。スタッド溶接は、板金加工に欠かせない技術となっており、自動車産業、土木、建築産業など幅広い業界で利用されています。スタッド溶接の種類スタッド溶接には . スポット 溶接 と は 
グランノア 港北 の 丘スポット溶接とは スポット溶接は、「圧接」に分類される溶接法で、金属母材に圧力をかけながら電流を流すことで、電気抵抗による発熱を利用し、母材を融解させて再凝固させます。この方法は、電極が「点」で溶接を行うことから . 【TIG溶接】誰でも簡単!!アークスポット溶接をご紹介します . ご視聴ありがとうございます、ステンレス工場です!前回に引き続き「アークスポット溶接」の実践編をお届けします!!なんと今回、SEN-MUが . スポット溶接ではない重ね溶接の新たな手法?【貫通溶接(ステ . スポット 溶接 と はTOP > 技術コラム > スポット溶接ではない重ね溶接の新たな手法? 【貫通溶接(ステイク溶接)】とは スポット溶接ではない重ね溶接の新たな手法?【貫通溶接(ステイク溶接)】とは 2枚の金属板を重ねて接合する方法には、スポット溶接や拝み溶接(肉厚の部分を溶接する)などがあります。. 仮付け溶接とは何ですか? その目的と重要性を理解する . スポット 溶接 と はまず、スポット溶接では金属片を融合する際に溶加材を使用しません。 また、仮付け溶接とは異なり、スポット溶接は金属表面に接続された電極に圧力と電流を加えることによって機能します。 圧力と電流を加えると、材料の結合が促進され. CO2溶接・MAG溶接・スポット溶接|株式会社かねよし. スポット溶接の3要素とは、溶接電流・通電時間・加圧力です。これらの条件は互いに関係しあい、電極形状を含め母材の材質や板厚に合わせ、溶接条件を設定する必要があります。 CO2溶接・MAG溶接・スポット溶接の加工事例 溶接加工 . フラッシュ溶接とは - 株式会社 無双. スポット溶接とは スポット溶接(Spot Welding)は、金属を接合するための溶接手法の一種です。 この方法では、金属板の表面に電極を押し当て、電流を流して金属を加熱し、その後急冷することで接合を行います。. 初心者向け!溶接の基本や仕方、手順、やり方、種類を解説 . TIG溶接とは トーチ先端のタングステン電極から発生する高温のアーク光を、母材に当てる事で溶かして液体にし、金属同士をくっつけるような溶接方法です。 半自動溶接やアーク溶接とは異なり、タングステン電極は溶ける事無く . ナット溶接(工場視点からの解説)|有限会社こだま製作所. スポット溶接(抵抗スポット溶接)とは、溶接したい2片の金属母材を上下から電極で挟み込み接触部を 電極で加圧を行い、加圧した電極より金属母材へ大電流を流すことにより、電気抵抗によるジュール熱を発生させ、 被溶接材を . 一般財団法人日本スポット溶接協会. 送別 会 花束 の 代わり に なる もの
身長 190 センチ 以上 の 芸能人1.抵抗スポット溶接 図1 に抵抗スポット溶接の原理を示す.電極チップと呼ばれる主に銅合金でできたプラスとマイナスの電極間に通電したとき、部材はジュール発熱する。二枚重ねの場合は、接合面で電流が絞られ、この部分で通電面積が小さくなるので発熱量が多くなって接合部は溶融し . 分流(電流) - 溶接用語. 分流(電流)とは、溶接技術の分野において術語として用いられる溶接用語で、抵抗溶接の溶接現象に定義される用語の一つです。 分流は、各種の抵抗溶接(溶接継手部に大電流を流し、ここに発生する抵抗熱によって加熱し、圧力を加えて行う溶接)における溶接時に、主な溶接電流のほか . 汎用マシン|スポット溶接|ID-40|株式会社アマダ - amada.co.jp. スポット 溶接 と は特殊メッキ材料の溶接条件の設定・管理は職人技。製品形状の複雑化も伴い、生産性が伸びない・・・など、問題を抱えてきた溶接機。“できる”インバータースポット溶接機ID-シリーズが新たなラインナップを加え「高品質」「高生産」「エコロジー」への貢献をお約 …. スポット溶接(スポットようせつ)とは? 意味や使い方 - コトバンク. スポット‐ようせつ【スポット溶接】. 〘名〙 電気溶接 の 一種 。. 二枚 の金属板を重ねて 上下 から 電極 ではさみ、 圧力 を加えて 電流 を通し溶接する 方法 。. 点溶接 。. 出典 精選版 日本国語大辞典精選版 日本国語大辞典について 情報. スポット 溶接 と はよく使われる溶接方法について専門家が解説!|金属加工総合 . ブロンズ 像 を 磨く
斗々 屋 茶碗CO2溶接とは、シールドガスに炭酸ガスを用いる溶接方法で、半自動溶接で使用されています。. 半自動溶接は炭酸ガスをシールドガスに使用していることが多いです。. 溶接母材は鉄のみで、アルミなどの非鉄金属では使用できません。. 炭酸ガスはアルゴン . スポット 溶接 と はJISZ3021:2016 溶接記号 - 日本産業規格の簡易閲覧. 一般. 継手に必要な追加の情報は,表3の補助記号による。. スポット 溶接 と は補助記号は,溶接の形状,施工法などを示す。. 9. Z 3021:2016. 2019年7月1日の法改正により名称が変わりました。. まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えて . コロナボンド - 溶接用語. コロナボンドとは、溶接技術の分野において術語として用いられる溶接用語で、抵抗溶接の溶接現象に定義される用語の一つです。 コロナボンドは、抵抗溶接の一種である重ね抵抗溶接(スポット溶接、プロジェクション溶接、シーム溶接などのように、重ね合わせた継手の両側から加圧して . マイクロスポット溶接加工|有限会社こだま製作所. マイクロスポット溶接とは マイクロスポット溶接は、微細部品・溶接したい2片の金属の上下を電極で挟み込み、接触部を加圧しながら大電流を流すことで電気抵抗により材料が局部的に発熱し、溶融して接合される溶接工法で、抵抗溶接ではポピュラーな工法です。. スポット溶接とプロジェクション溶接の違い|有限会社こだま . デメリット. 【スポット溶接】. スポット 溶接 と は疲れ 手足 の しびれ
芝生 猫 の フン【プロジェクション溶接】. スポット 溶接 と は①大きな電流が必要なため、溶接機および受電設備の電気容量が大きくなる場合がある。. スポット 溶接 と は②機種にもよるが、溶接機の価格が比較的高い。. ③被溶接材に対し、機種の選択が必要となり、溶接電流 . スポット 溶接 と は隅肉溶接の基礎知識はこれでOK!用語、強度計算、設計上の . 1.隅肉溶接とは? 隅肉溶接は「アーク溶接」の一つ まず「溶接」とは、加熱により金属を溶融状態にして、部材同士を冶金的に接合する方法のことで、一度組み立てれば分解や取り外す必要のない箇所に適用されます。. スポット 溶接 と は分流の防止対策 | 板金加工ノウハウ集 | レーザー・溶接・精密 . スポット溶接の分流による不具合を起こさないため の対策には以下の対策が必要となります。. 電極に絶縁テープを巻いてワークと接触しないよ うにする。. L型電極や両側面を削って細くした電極等を使用 してワークと接触しないようにする。. スポット溶接 - 溶接用語. スポット溶接(抵抗−)の用語・定義。重ね合わせた母材を、先端を適当に成形した電極の先端で挟み、比較的小さい部分に電流及び加圧力を集中して局部的に加熱し、同時に電極で加圧して行う抵抗溶接。 : アーク溶接,溶接機,方法,種類,記号,TIG,ガス,スポット,継手,開先等-JIS規格. マルチスポット溶接とは何? わかりやすく解説 Weblio辞書. マルチスポット溶接とは?大車林。 英語 multi-spot welding多極点溶接ともいう。通常のスポット溶接は、1点ずつ溶接していくが、多数の電極で母材を同時または順次に加圧、通電して、2点以上数百点におよぶ多数の点のスポット溶. マイクロスポット溶接加工|スポット溶接・精密溶接技術情報 . マイクロスポット溶接とは、微細部品・溶接したい2片の金属の上下を電極で挟み込み、接触部を加圧しながら大電流を流すことで電気抵抗により材料が局部的に発熱し、溶融して接合される溶接工法で、抵抗溶接ではポピュラーな工法です。. 溶接 - Wikipedia. 特にスポット溶接では、その90%以上の作業をロボットが担っていると言われている。日本では一年間に約3万5千台の産業用ロボットが新しく導入されているが、このうち6千台がスポット溶接、5千台がアーク溶接に使われると見られる。. プラテン - 溶接用語. プラテン. プラテンとは、溶接技術の分野において術語として用いられる溶接用語で、抵抗溶接の溶接機器に定義される用語の一つです。. プラテンは、各種の抵抗溶接機において、電極加圧力やアプセット力を被溶接物に伝達するための構成部分のことです . スポット 溶接 と は精密溶接|スポット溶接・精密溶接技術情報|有限会社こだま . スポット溶接とは、溶接したい2片の被溶接材を上下から電極で挟み込み接触部を電極で加圧を行い、 加圧した電極より被溶接材へ大電流を流すことによって、電気抵抗によるジュール熱を発生させ 局部的に発熱・溶融させ接合される . スポット 溶接 と は精密抵抗溶接の基礎知識 - スポット・プロジェクション - 三興 . デメリット1:強度が弱い. スポット溶接は点による溶接のため、線上に溶接しているものと比べて、強度が低いです。. 強度が求められる要素においては使用が難しいです。. デメリット2:厚い金属は不得意. 抵抗溶接は瞬間的に電流を流して溶接 …. 溶接加工とは?3つの分類・6つの溶接加工についてわかりやすく . スポット溶接とは、溶接する素材同士を押し当て、圧力をかけながら電気抵抗による発熱で溶接する加工です。 溶接したい素材の上下から電流を流すことで接合部を溶かす溶接加工であることから、スポット溶接と呼ばれています。. スポット 溶接 と はスポット溶接・ファイバー溶接|アルミ加工・精密板金加工 . スポット溶接とは、機械を使って行う抵抗溶接の一種です。2枚の板に電気で圧力をかけて溶接します。板と板の接点に溶接できるため、スポット溶接と呼ばれています。 ファイバー溶接は、レーザービームで熱源を加えられるため、金属やセラミックなどの材料を溶融・蒸発させられます。. 【これを見れば間違いない‼︎】オススメの打点カウンター . スポット溶接とは、 様々 な 溶接方法の 中の 1つ の溶接方法 です。 溶接は大きく分けて 3 つの方法(溶接、圧接、ろう接)があります 。 この中でも スポット溶接 は圧接に分類される溶接方法で圧力をかける際に電気抵抗を利用して行う溶接方法で …. スポット 溶接 と はピックアップ - 溶接用語. ピックアップとは、溶接技術の分野において術語として用いられる溶接用語で、抵抗溶接の溶接現象に定義される用語の一つです。 ピックアップは、重ね抵抗溶接(スポット溶接、プロジェクション溶接、シーム溶接などのように、重ね合わせた継手の両側から加圧して行う抵抗溶接)におい . BRS工法とは|(株)米澤製作所-鉄筋技術-金沢市. 従来のスポット溶接は、鉄筋の接触面を極度の焼き入れ状態に至らしめることにより、鉄筋の特性である伸びや粘りのない箇所が発生し、脆弱な部分が形成されてしまいます。これは建築技術者の間では常識的なことであり、鉄筋相互をスポット溶接により接合することは避けるものと判断され . 抵抗スポット溶接の勉強をしているのですが、通電のところで . 運動エネルギーは相対座標ですか?. 物理学. スポット 溶接 と は抵抗スポット溶接の勉強をしているのですが、通電のところで、 A(またはkA)となっているものは電流だとわかるのですが、 サイクルと書かれているものは何を表わしているのでしょうか?. サイクルは …. 佐々木 電設
JISZ3140:2017 スポット溶接部の検査方法及び判定基準. Z 3140:2017. スポット 溶接 と はさの測定値は,測定された板厚の10 %又は0.15 mmのうち,いずれか大きい方の値を超えてはならない。. 8.3. ナゲット径又は溶接径. 第1種試験で求めたナゲット径の最小値及び平均値は,全ての値が表5又は表6の値以上でなければな. らない。. 第2種